
Food-Safe Label Inks: What “Food Contact Compliant” Really Means
Table of Contents Food-Safe Label Inks: What “Food Contact Compliant” Really Means Food safe label inks are formulations evaluated against food contact regulations so migrating

HDPE supplement bottles require substrate, adhesive, ink, and workflow decisions that are compliance decisions — not just production ones.
BOPP with permanent acrylic adhesive is the standard substrate for HDPE vitamin bottles. Aqueous pigment inkjet with an overlaminate handles most SKUs; UV inkjet adds abrasion resistance without a laminate; thermal transfer covers lot codes and expiration dates. FDA and 21 CFR Part 111 require documented labeling controls — master artwork, version control, and issue-vs-applied reconciliation — making every material and ink choice a compliance decision, not just a production one.
Blow-molded HDPE resists adhesive wetout, stresses label edges under flex, and exposes labels to induction sealing heat — four stressors every material and ink decision must be evaluated against.
Most vitamin bottles are blow-molded HDPE (high-density polyethylene). That matters for labeling because the substrate presents challenges that most other label applications do not:
Untreated HDPE has surface energy of approximately 30 dynes/cm, which resists adhesive wetout. Without corona or flame treatment, standard pressure-sensitive adhesives cannot wet the surface reliably, leading to poor initial bond and long-term edge lift.
Softer HDPE formulations used in squeezable supplement bottles flex repeatedly in distribution and consumer use. This cyclical stress concentrates at label edges and can cause progressive delamination on labels with inadequate adhesive or substrate flexibility.
Induction sealing immediately after fill exposes the bottle shoulder — and the label adhered to it — to elevated temperature. Adhesives and substrates not rated for this exposure can lose tack or distort at the seal zone.
Supplement products carry shelf lives of 18–36 months, often moving through humid warehouses or refrigerated distribution. Substrates and inks must maintain adhesion, legibility, and compliance readability across the full product life cycle.

BOPP is the default for mainstream supplement bottle labels; PET is recommended for abrasion-heavy or chemically exposed SKUs; paper is limited to dry, shelf-stable products with a protective finish.
There is no universal best label stock — only best-fit stocks for a given SKU, shelf environment, and brand position.
|
Stock |
Best For |
Moisture Resistance |
Abrasion Resistance |
Relative Cost |
Key Caution |
|---|---|---|---|---|---|
|
BOPP |
Mainstream vitamin and supplement SKUs |
Strong |
Good with laminate |
Low to moderate |
Confirm adhesive rated for low-surface-energy HDPE |
|
PET (Polyester) |
Premium, oil-exposed, or heavily handled SKUs |
Strong |
Strong |
Moderate to high |
Higher unit cost; verify conformability on squeezable bottles |
|
Paper / specialty |
Clean-label, botanical brand aesthetic |
Weak without laminate |
Weak without laminate |
Varies |
Restrict to dry, shelf-stable SKUs; specify protective finish |
BOPP is the workhorse of supplement bottle label printing. It delivers strong moisture and humidity resistance, good conformability to round HDPE bottles, cost-effective pricing at both low and high volumes, and compatibility with gloss, matte, and clear finishes. For most mainstream vitamin and supplement SKUs, BOPP with a permanent acrylic adhesive is the sensible default. Confirm the adhesive is rated for low-surface-energy plastics before qualifying the specification.
PET label stock sits above BOPP in both durability and cost. Consider PET when bottles are exposed to oils, solvents, or aggressive cleaning agents; abrasion resistance is critical in high-handling distribution or club channels; a premium high-clarity finish supports brand positioning; or thermal stability matters near induction sealing or warm fill points. PET also holds up better to prolonged UV exposure — a factor for products stocked near store windows or shipped in clear secondary packaging.
Uncoated and textured paper stocks deliver a natural aesthetic aligned with clean-label and botanical supplement brands. The tradeoff is durability. Paper absorbs moisture, scuffs easily, and degrades in refrigerated or humid conditions. If paper is the brand direction, specify a protective laminate or varnish and restrict use to dry, shelf-stable SKUs only.
Substrate is only half the equation. Adhesive selection is what determines whether the label stays on the bottle through fill, induction sealing, distribution, and consumer use.
Permanent acrylic adhesives
Generally deliver the best long-term bond and UV stability on HDPE. Industry-standard for supplement bottles in standard retail and e-commerce distribution environments.
Rubber-based adhesives
Offer strong initial tack but can migrate or yellow over time. Better suited for short shelf-life applications than for supplement bottles carrying 18–36 month dating.
Corona or flame treatment
Raises the surface energy of the HDPE bottle, materially improving adhesion reliability. Treat corona or flame treatment as standard on any HDPE bottle with a history of edge lift or flagging.
Work with your label supplier to confirm the adhesive is rated for low-surface-energy plastics and validated for the temperatures your filling and sealing line actually produces.
Three ink technologies cover nutraceutical label production: aqueous pigment inkjet with overlaminate for most SKUs, UV inkjet for abrasion and chemical resistance, and thermal transfer for variable data including lot codes and expiration dates.
Ink chemistry determines whether a label remains compliant and legible after months in distribution. The right system depends on the durability target, substrate, and operational context.
Produces a wide color gamut, crisp small-text rendering for Supplement Facts panels, and low odor — useful in facilities that share space with production. Requires a topcoated substrate and benefits from an overlaminate or varnish for moisture and abrasion resistance. The ArrowJet Aqua 330R is built around this chemistry for in-house supplement label production.
UV-cured inks lay down a durable, cross-linked film with strong abrasion and chemical resistance directly off the press — often without a laminate. The tradeoffs are a thicker ink film that can feel raised, higher relative cost per label, and closer attention to ink migration on packaging in direct contact with product.
The standard technology for variable data — lot codes, expiration dates, and serialization — applied inline or near-line. Pairs well with pre-printed BOPP or PET label shells and delivers durable, scannable codes when the correct resin ribbon is matched to the substrate.
Finishes are where durability is won or lost for aqueous inkjet label systems. Match the finish specification to end-use conditions — not to shelf appearance alone.
Gloss or matte laminate
Provides moisture, oil, and scuff protection across the label face. Standard specification for supplement bottles in retail distribution, e-commerce fulfillment, or refrigerated supply chains.
UV varnish
Delivers fade resistance on brightly lit shelves or in UV-exposed shipping environments. Applied over aqueous inkjet output to extend color stability beyond what the ink system provides alone.
Satin overlaminate
Softens gloss while preserving durability — a common specification for brands seeking a premium shelf appearance without full-matte limitations.
Dietary supplement labels must include six mandatory elements under FDA regulations; 21 CFR Part 111 requires documented labeling controls covering master artwork, version control, and label reconciliation.
Note: The following is a practical operational reference — not legal or regulatory advice. Verify current requirements against the published CFR and consult qualified regulatory counsel for your specific products.
|
Required Element |
What It Must Include |
21 CFR Part 111 Control Requirement |
|---|---|---|
|
Supplement Facts panel |
Serving size, servings per container, declared dietary ingredients in required format, including percent Daily Value where established. |
Approved master label; version-controlled artwork; reconciliation of labels issued vs. applied. |
|
Statement of identity and net quantity |
Identifies the product as a dietary supplement; net quantity declared in the required units. |
Must match approved master label specification for the batch. |
|
Allergen declarations |
Major food allergens declared per FALCPA — within the ingredient list or in a separate ‘Contains’ statement. |
Any formula change triggers artwork review and master label update. |
|
Structure/function claims |
Claims must include the required FDA disclaimer language. |
Disclaimer must be present and legible; approved in master label artwork. |
|
Manufacturer / distributor information |
Name and place of business of the manufacturer, packer, or distributor. |
Must be current; label update required on any entity change. |
|
Lot code and expiration / best-by dating |
Sufficient to support traceability to raw material lots and production records. |
Typically applied via thermal transfer inline; lot code format must be documented. |
21 CFR Part 111 makes clear that the label workflow — not just the label content — must be auditable. A label that becomes illegible before its expiration date can be treated as a labeling deviation. Material and ink decisions are compliance decisions.
The ArrowJet Aqua 330R is an aqueous pigment inkjet press for in-house supplement label production — eliminating converter lead times, reducing obsolete pre-printed inventory, and tightening version control under 21 CFR Part 111.
Supplement brands increasingly move label production in-house to match the pace of their SKU activity. The operational drivers are consistent across nutraceutical operations:
Frequent Supplement Facts updates that obsolete pre-printed inventory
Any formula change, ingredient revision, or regulatory update can strand a warehouse full of pre-printed labels. In-house digital production eliminates this exposure: updated artwork is in production the same day the change is approved.
Short-run SKUs, seasonal variants, and private-label configurations below converter MOQs
Flexographic converters typically require 5,000–25,000 labels per run. Digital inkjet has no minimum order quantity — brands can produce exactly the number of labels needed for each production run.
Long external lead times that delay launches and reformulations
Converter lead times of two to four weeks add scheduling lag to every label revision, SKU launch, and regulatory update cycle. In-house production collapses that timeline to hours.
Tighter version control when artwork, approval, and print live under one roof
Digital architecture creates a direct link between the approved artwork file and the physical label output — every run uses the current approved file, reducing version-control risk.
The operational prerequisite is workflow discipline: locked master artwork, role-based approvals, reconciled print counts, and version history that satisfies 21 CFR Part 111 documentation requirements.
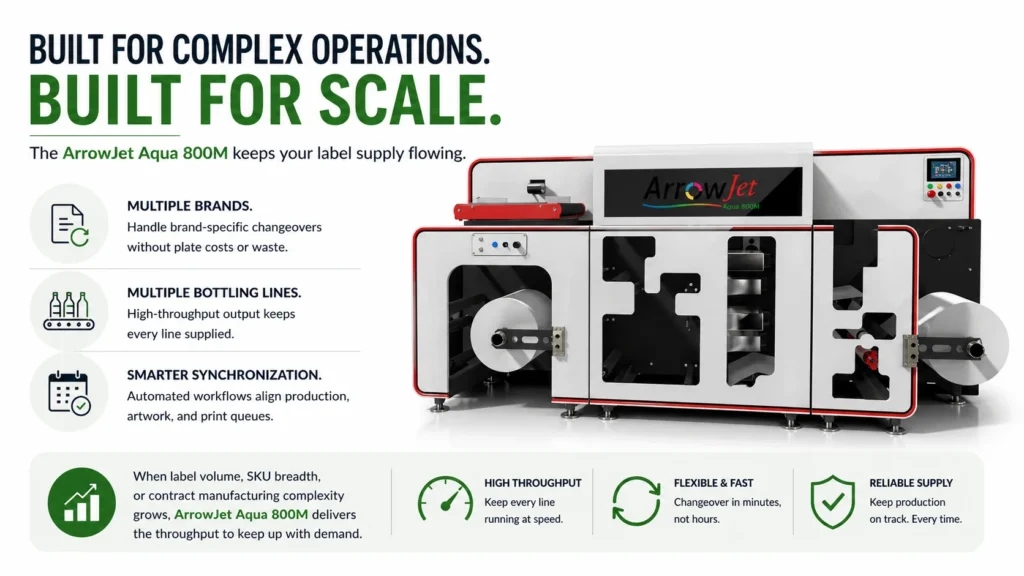
The ArrowJet Aqua 800M is positioned for higher-throughput digital label production — contract manufacturers running multiple brands, supplement producers feeding several bottling lines, and operations where label supply must synchronize with production scheduling.
Contract manufacturers running multiple brands with independent revision cycles
Each brand customer runs its own label revision schedule, artwork approvals, and compliance documentation. The ArrowJet Aqua 800M handles brand-specific artwork changeovers on the same production day, without plate costs or setup waste.
Supplement producers feeding multiple bottling lines simultaneously
High-throughput operations benefit from presses sized to produce sufficient label volume across concurrent bottling lines without creating a supply constraint between runs.
Operations requiring tight synchronization between label output and production scheduling
At scale, operations automation that connects production planning, approved artwork versions, and print queues is what separates a responsive label supply chain from a recurring bottleneck.
For nutraceutical operations where label volume, SKU breadth, or contract manufacturing complexity has outgrown a compact in-house press, the ArrowJet Aqua 800M provides the throughput to keep label supply aligned with production demand.
Common questions from supplement operations, QA, and packaging teams on substrate selection, compliance, label durability, and the economics of in-house printing.
BOPP with a permanent acrylic adhesive is the most common fit for HDPE vitamin bottles, balancing moisture resistance, conformability, and cost. PET is the stronger choice when abrasion, chemical exposure, or premium clarity matters. Paper works only with a protective finish and dry storage conditions. In every case, confirm the adhesive is rated for low-surface-energy plastics, and validate with corona or flame treatment if edge lift has been a recurring problem.
Digitally printed labels can fully support FDA and 21 CFR Part 111 expectations when the substrate, ink, and finish deliver legibility through the product’s shelf life, and when the print workflow includes documented artwork approval, version control, and label reconciliation. The printing technology itself is not the compliance question. The control system around it is.
Specify a substrate and adhesive rated for the temperature your induction sealer produces at the bottle shoulder, confirm HDPE surface treatment is applied consistently, and allow adequate dwell time between label application and heat exposure. For smudge resistance, pair the ink system with an appropriate laminate or varnish.
There is no universal threshold, but supplement brands managing many active SKUs, frequent Supplement Facts updates, or recurring obsolete label write-offs often find in-house printing economically justified well before reaching traditional flexographic MOQs. A structured assessment of SKU count, revision frequency, and current waste typically makes the decision clear.
Every supplement operation has a different combination of substrates, compliance profile, SKU complexity, and volume. Arrow Systems runs tailored label production assessments that evaluate current bottle substrates, label failure modes, SKU revision patterns, and compliance workflow.
Table of Contents Food-Safe Label Inks: What “Food Contact Compliant” Really Means Food safe label inks are formulations evaluated against food contact regulations so migrating

Table of Contents In-House Label Printing vs. Outsourcing: Costs, Control & When to Switch In-house label printing gives businesses faster turnaround, no minimum order quantities,
Table of Contents When to Add Label Finishing Equipment: ROI & Volume Triggers In-house label finishing pays off past a specific break-even volume — this
Table of Contents Energy Efficiency in Label Printing Operations Energy efficiency in label printing operations means producing the same output with less energy, less waste,

Table of Contents Personalized Label Printing: How Custom Labels Influence Recycling and Reuse Personalized labels increase consumer attention to packaging — attention that, when paired

Table of Contents Why Cannabis Labels Fail Compliance Inspection: Print & Format Errors Cannabis labels often fail inspection with every required line of text present